全国咨询热线:
18918633411
全国咨询热线:
18918633411

2020.10.14
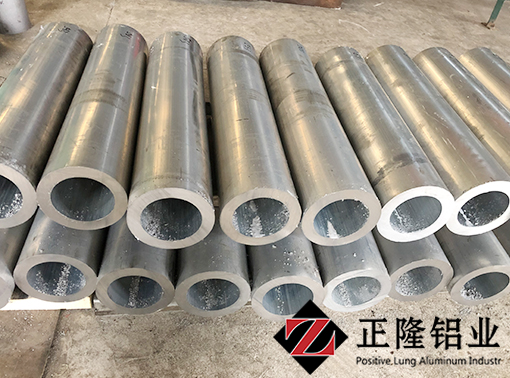
6063铝管在加工的时候,可能会需要进行弯曲加工,那这个时候可能会出现一些问题,那我们该如何预防6063铝管弯曲时发生缺陷呢?那接下来6063铝管厂家就给大家介绍一下。
1、6063铝管厂商对于发光管6063被严重挤压,弯曲无芯进行,则压模可以是(车轮)被设计为具有与槽结构的变形的阻力,以降低或消除6063铝管平坦化。芯棒与管道内壁的单边间隙不应大于0.5mm,6063铝管厂家安装芯棒的预付款金额应适当。此外,当制造商安装6063铝模具中,确保所述管的水平表面轴线的相同的每个部分的。
2、当弯曲小半径时,圆弧的外侧变薄,这是一个不可为了避免的,但是6063铝管厂家可以采取有效措施克服变薄的情况。常见和有效的方法是增压动力。该装置可以辅助推动或推动机构将管道向前推动,从而改善了管道截面上的应力分布。 去除中性层,减少管外壁变薄。6063铝管和推制造商预先确定的弯头,弯头的实际情况的速度,并在速度,以便匹配。
3、当6063铝管被弯曲,应仔细分析原因。首先,6063铝管应处于一个良好的热处理技术状态。 6063铝管焊接方向不应沿F1和F2力方向,即不对齐夹紧模和弯轮模。除去管元件后,6063铝压模工厂检验工作的压力过大,并调整为适当的压力。
4、对于6063铝管内部的皱纹,应根据位置采取相应的措施。如果前起绉褶皱,铝制造商6063应调整向前主轴的位置,主轴妥善推进,为了弯曲管中,以提供用于管合理的支撑;如果切点起皱,6063支制造商的压力管应安装雨刷模和防皱块被安装在正确的位置,并很好地固定在弯曲模具中,压制成型模具(轮)必须被调整到适当的压力;如果所有内部弧形波纹,6063个铝制造商除了调节模具(轮),使得心轴直径与球接头杆之间的适当的间隔外的压力应该检查如果直径过小或严重磨损时,替换核心。
以上既是关于如何预防6063铝管弯曲时发生缺陷的方法,如需要6063铝管可以联系我们。
上一条: 7075铝板低温铝硬氧化的特点
下一条: 7075铝棒切片时需要注意的情况